
Camera-based precision sorting helps professionalize farm shops and family-run farms
Smart Farming kept on track
Rising quality requirements and labor shortages are forcing agricultural businesses to modernize their sorting processes. Those seeking to ensure product quality while reducing the burden on staff need more than a simple pass/fail separation system. What is required is multi-grade sorting that reliably classifies produce by both size and quality and has proven itself in continuous operation. This is exactly where Farmsort.one, the optical sorting machine developed by the German company schmiede.one, comes in. It brings industrial inspection principles to small and medium-sized agricultural businesses, combining size grading and quality inspection in a single pass. In most cases, it eliminates the need for manual re-sorting altogether.
Structured inspection along a defined inspection path
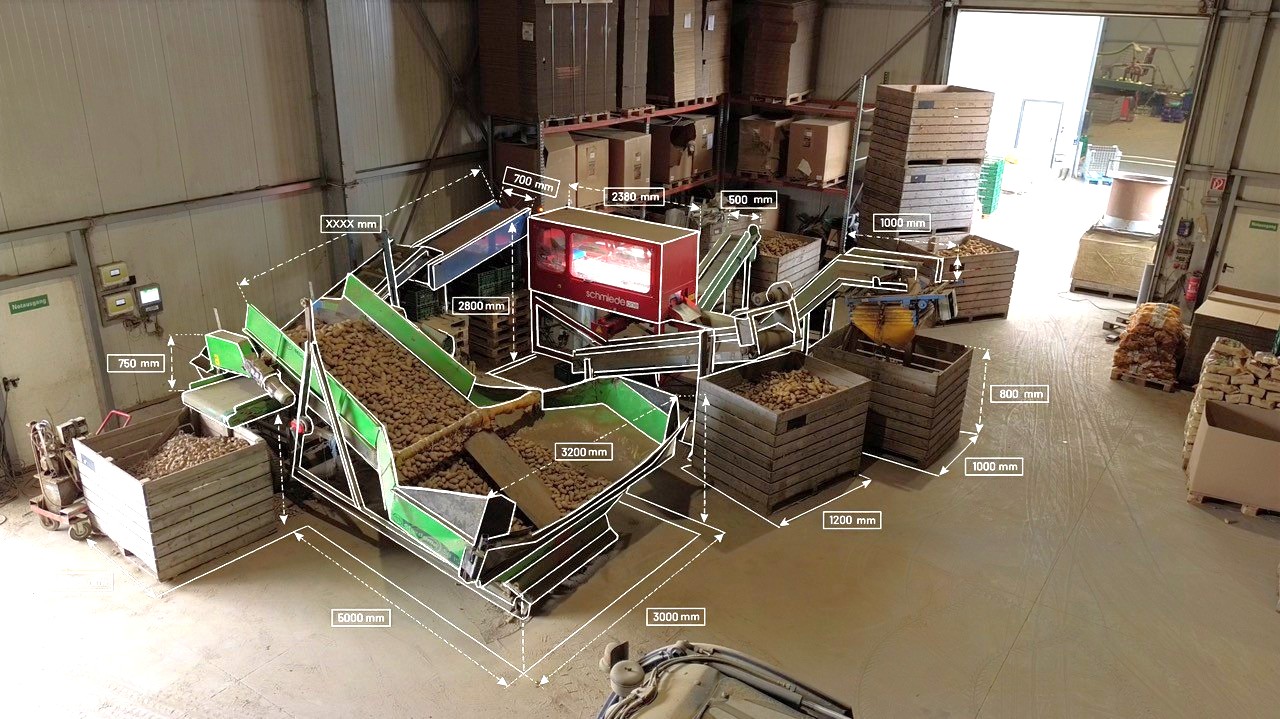
At the core of the system is a 1.5-meter inspection section. Along this section, each potato is captured optically several times. Depending on the configuration, two or three industrial cameras from IDS Imaging Development Systems monitor the continuous product flow from different angles. Unlike systems that inspect each tuber from all sides at a single inspection station, the assessment does not rely on every individual object rotating freely. Instead, quality is evaluated directly within the process, based on repeated inspections, redundancy and controlled product handling. This enables the system to deliver reproducible results even when foreign material or adhering soil is present.
“We did not want a spot assessment like those used in many conventional systems on the market, but rather a controlled inspection over a defined distance,” explains Jan Kiwitt, Project Manager at schmiede.one. “The combination of a guided conveyor system and multiple inspections enables reliable detection of quality characteristics while maintaining a consistent throughput.”
Electric conveyor‑based sorting for stable processes
Farmsort.one sorts both unwashed and washed potatoes into up to five grades at throughput rates of up to two tons per hour. At the core of the system is a fully electric conveyor-based track system, a concept previously used primarily in large-scale industrial operations. Compared with pneumatic sorting mechanisms, it offers more precise product handling, lower wear and tear, and reduced energy consumption.
The controlled guidance of the produce forms the basis for consistent sorting results, even when processing unwashed potatoes, foreign material or crops harvested under challenging conditions, where free-flowing systems can lose accuracy. At the same time, it enables continuous operation regardless of labor availability.
Camera technology as an objective measure of quality
For visual inspection, Schmiede.one relies on industrial cameras from IDS. They record every tuber along the 1.5-meter inspection section, enabling an objective quality assessment during the ongoing process. USB 3.0 Vision industrial cameras are used for compact integration into existing sorting lines. Short transmission paths, easy connectivity, and stable image transmission ensure reliable inspection along the track.

Depending on the specific configuration of the system, two to three IDS U3-3270CP Rev. 2.2 USB 3.0 Vision cameras are used. A camera classifies the objects and detects both foreign objects, such as stones, and small defects on the tubers, such as wireworm holes. Another camera tracks every single object along the conveyor belt. When used in conjunction with a rotary encoder, the position of each tuber can be determined with precision, allowing damaged or non-compliant produce to be specifically sorted out.
Integration is handled via the IDS peak SDK, which supports reproducible parameterization, proper camera mounting, and precise focus adjustment. “In line-integrated sorting systems, reliability and integration security are just as important as image quality,” emphasizes Jürgen Hejna, Product Manager for 2D Machine Vision at IDS. “Reliable interfaces, long-term availability, and reproducible camera settings are essential for low-maintenance continuous operation.”

Size and quality sorting in a single pass
Rather than simply distinguishing between “good” and “bad” produce, Farmsort.one sorts potatoes by both size and quality in a single pass into up to five grades. Defective potatoes are removed via the first outlet, oversized potatoes via the second, while Grade A produce remains in the main product stream. This results in market-ready produce straight from the sorter, eliminating the manual re-sorting step typically required when using systems that only separate defects. Under real-world operating conditions, many farms achieve throughput rates of 1.4 to 1.7 tons per hour without compromising sorting accuracy. As many as 73 per cent of users have eliminated manual re-sorting altogether, significantly reducing their reliance on sorting personnel.

The system can be easily controlled via remote monitoring. The video shows how the merchandise is thoroughly inspected and then sorted: The first discharge outlet removes stones, while the second is allocated to Grade B produce.
Scalable line concept with long-term investment security
The system has been designed with a modular architecture. Growers can start with a smaller configuration and later expand the system with additional sorting outlets or extra cameras. The line control system is designed for flexibility and supports both 24 V signals and FlowControl. An optional remote monitoring capability allows sorting parameters to be adjusted and optimized remotely.
Farmsort.one is a solution developed within the Grimme Group and is already in use on more than 50 farms. Service and sales are supported by an established network, helping to ensure the system’s technical availability during season-critical continuous operation.
Outlook
Additional methods for improving defect detection are being investigated for future applications. These include monocular depth analysis and multispectral inspection methods in the NIR and SWIR ranges. The goal is to reliably capture additional quality characteristics and to supplement visual sorting with additional objective criteria.
Industrial cameras and Software from IDS provide the technical foundation for stable, repeatable inspection and enable the integration of camera-based quality assessment into compact sorting lines.
schmiede.one GmbH & Co. KG
schmiede.one is the Grimme Group's innovation lab. With an interdisciplinary team, the company develops new automation solutions and digital products to make agriculture more efficient, local, and sustainable.

uEye CP
Model used: U3-3270CP Rev.2.2

For over ten years, she has been creating press releases and application reports and designing corporate topics and technical product communication with corresponding expertise. Thanks to her experience in strategic B2B communication, she formulates precise messages and delivers well-founded, technically robust content - always with a focus on authenticity and clarity.
Your project
How can we support you in your project? Together we will find the right solution for you!
Vision Channel
Videos and live sessions about machine vision.
Newsletter
Stay up to date and subscribe to our newsletter.
Applications
Discover how industrial cameras are shaping the future.